Yoyo & Mold Design
Yoyo Design
Geometry and Dimension Considerations:
- You must have at least 2 separate injection molded parts and at least 1 thermoformed part.
- The volume of each injection-molded part cannot exceed 2.70 in3
- Parts should not have undercuts that will prevent the parts from releasing from the mold; we have no side-pull mechanism on our injection molding machine.
- Your molds must be machined from our standard size aluminum blanks, 4”x 4”x 1.5”
- String gap thickness (the distance between the yoyo bodies where the string sits) should be 0.075" (+/- 0.01) to fit a yoyo string but still be close enough for the yoyo to have friction against the string.
- An ideal injection molded part thickness is 0.080" (+/- 0.01) with all walls being similar to mitigate shrinkage. Too thick of a wall and you'll experience shrinkage, warping, dishing, etc. Hollow out parts as much as possible
- The ideal yoyo weight is 60g - 70g
- The dies for cutting the thermoformed pieces have a maximum diameter of 2.5”
Materials
- Thermoformed parts will be made from clear 5"x5" ‘PETG’ sheets with thickness of 0.030” or from white ‘HIPS’ sheets with thickness of 0.030”
- Injection molded parts will be made from polypropylene (PP); various colorants are provided.

Find more yoyo requirements and recommended specs here.
Below is an example yoyo section, it is by no means perfect. Notice that the injection molded parts do not have uniform thicknesses. This image is mainly illustrating the connection between the two halves.
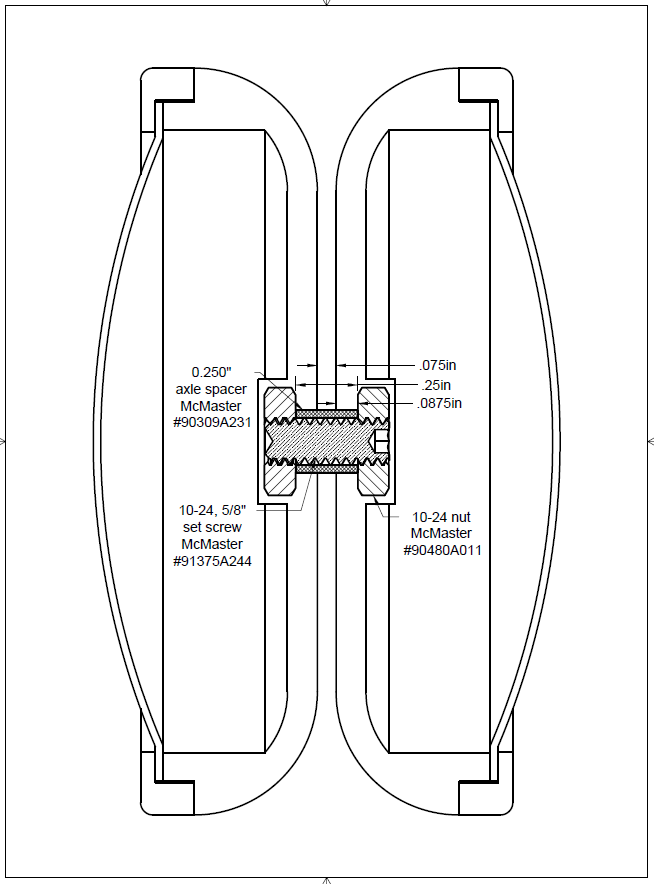
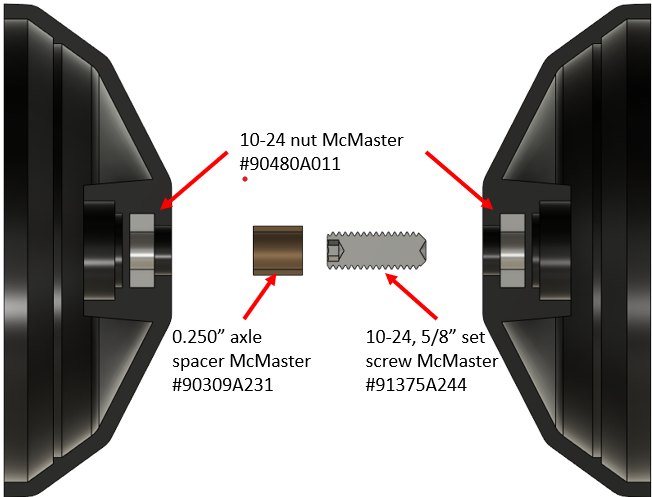
- Making the nut shaft walkthrough
- You are required to join your yoyo parts using a press fit connection. You are also allowed to use mechanical connections such as screws or pins. You are not allowed to join your yoyo parts with any type of adhesive.
Mold Design
Injection Mold Guidelines
- Simple Mold Design in Fusion
- Complicated Mold Design - Cavity & Core in Fusion
- Overmolding
- Molds can have 1/8" diameter ejector pin holes for ejecting the part
- Molds must have a gate and runners running from the sprue hole to the edge of the part
- If your part cannot be properly ejected with ejector pins, you can add an ejectable ring with gates around your part(s)
Thermoforming Mold Guidelines
- Molds should not have undercuts that will prevent the parts from releasing from the mold
- You can model vacuum holes in CAD. We typically make vacuum holes about 0.026" in diameter. If your CADed holes don't come out well in the print that is okay, you can drill them out by hand :)
- As a final step, shell out your mold to reduce print time, but don't shell it so much that it implodes due to vacuum pressure (recommended thickness: 0.250")